我国是酒类生产、消费大国,有着悠久的酿酒历史和源远流长的酒文化,酒类行业对经济社会、人民生活的影响广泛而深远。近年来,酒厂生产规模迅速扩大,昔日小作坊式的手工生产被机械化、自动化的大规模工业化生产所取代,酒厂火灾(尤其是白酒厂火灾)时有发生,且后果十分严重,成为影响酒类行业可持续发展的突出问题。
针对白酒厂的火灾危险性及工艺消防特点,青鸟消防基于工业级火灾报警控制系统、数字式缆式线型感温火灾探测器、点型复合红/紫外火焰探测器、图像火灾探测器、可燃及有毒气体检测系统等核心产品的技术优势,制定了安全、可靠、适用的消防系统解决方案。

一、酒厂火灾特点及对火灾探测的要求
酒厂因其生产工艺及产品特性,主要火灾风险区域包含易燃液体区域及爆炸危险性区域,其具有如下特点:
当易燃液体蒸气在未与空气形成爆炸性混合物之前,遇到明火或高温时,会迅速形成稳定燃烧,如果客观条件不再发生变化,这种稳定燃烧将会持续到液体烧完,燃烧面积随液体流散面积扩大而扩大。在燃烧过程中易形成蒸气造成二次爆炸灾害,同时因液体火灾流淌性、易爆炸的特点,现场人员容易因撤离不及时而造成伤亡。
酒厂内存在大量粉尘防爆区、气体防爆区,爆炸灾害具有时间短、威力大、造成人员伤亡多等特点,爆炸危险区应以提前预防为主要防范手段,提前预警,及时处理。《酒厂设计防火规范》 GB50694-2011要求在主要生产、储存区域设置乙醇蒸气探测器;粉尘、气体防爆区域设置风机等。
针对以上特点,对火灾探测器有特殊性能要求:
有效、迅速地探测流淌火,对火情进行精准定位;
对温度异常变化情况进行监测,且具有温度预警功能;
对火焰有较快响应速度,及早发现及早处理;
有较高的防爆及防护等级。
二、酒厂火灾报警系统解决方案
系统方案
酒厂共设置一个消防控制室(可根据项目实际情况调整),两个区域报警控制器(消防控制室的设置须结合所辖工艺厂区范围大小,具体项目具体分析)。根据《酒厂设计防火规范》 GB50694-2011、《火灾自动报警系统设计规范》GB50116-2013等设置可燃有毒气体探测系统、防火门监控系统、电气火灾监控系统、消防设备电源监控系统、应急疏散照明系统等。
酒厂报警系统联网如下图:

酒厂典型场所及保护方式
根据白酒厂生产工艺特点及存在的火灾风险,将酒厂划分为三个主要火灾风险区,分别为甲、乙类厂房区域、爆炸危险性区域、产生乙醇蒸气及其它可燃有毒气体区域。针对上述三个区域,青鸟消防结合探测器性能特点,定制有效、迅速的火灾报警系统解决方案。
方案
根据《酒厂设计防火规范》 GB50694-20119.3.2条规定,甲、乙类生产、储存场所宜采用感温、感光型火灾探测器、图像型探测器或此三种探测器组合应用,火灾自动报警系统设计应符合现行国家标准《爆炸和火灾危险环境电力装置设计规范》GB 50058的有关规定。
青鸟消防提供JBF4386C-IR2U-Ex三波段复合火焰探测器+VFD/SFH-JBF-DG08-Ex烟、温、火复合图像火灾探测器组合方式进行火灾探测,可有效探测大空间火灾及流淌火,同时对保护区内温度异常变化提前预警,实现及早发现及早处理。
亮点

JBF4386C-IR2U-Ex 二红一紫复合火焰探测器
支持编址及非编址使用,可减少布线及模块使用,施工方便、简洁;
取得气体及粉尘双防爆认证,防爆标志为Ex db IIC T6 Gb(气体防爆),Ex tb IIIC T80℃ Db(粉尘防爆),防护等级达IP67,工作温度-40℃至75℃;
具有镜面污染检测功能,可应对酒厂中高温蒸气、气体防爆、粉尘防爆等苛刻的环境要求;
具备4级灵敏度设置、时域+频域复合判断的智能算法等功能;
对火焰响应速度快。

VFD/SFH-JBF-DG08-Ex 防爆型烟、温、火三复合图像火灾探测器
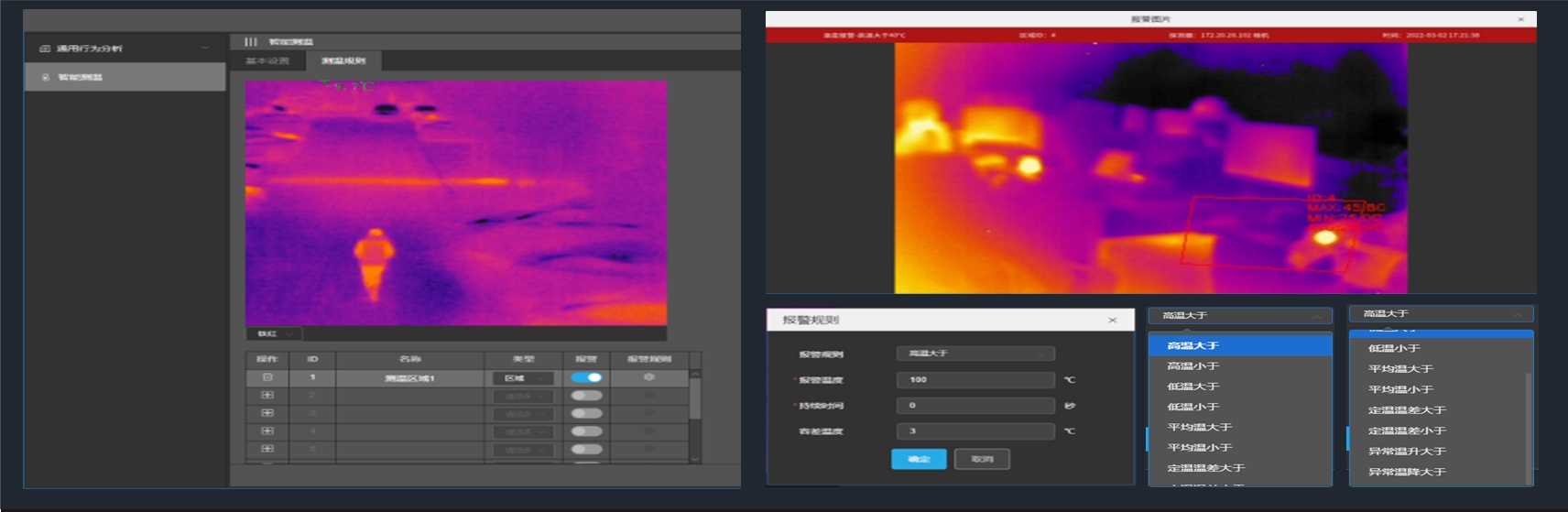
采用高清可见光和高灵敏度热成像双光谱成像架构,搭载前端实时融合处理技术,可实现多种维度火灾特征分析,可以同时识别火灾的火焰、烟雾、温度等特征信息,能够实现单一参数报警或多参数复合报警;
采用非接触探测,与传统探测器相比,响应速度快,识别率高、误报率低,几乎不受扰流、烟障、空气隔阻等影响;
在监控端可显示实时高清画面、火点位置、报警状态和报警信息,可精确框定并确认具体火点坐标值,有效应对酒厂内液体流淌火,便于操作人员迅速定位火点和了解火场情况;

温度传感器可以设置温度预警及报警功能。温度探测范围可达常规-20°C~150°C,可支持-40°C~1000°C(需定制),可对酒厂内传送带、管道、罐区内异常温度变化及时预警及报警,及早提醒人员进行火灾风险处理;
取得气体及粉尘双防爆认证,防爆标志为Ex db IIC T6 Gb(气体防爆),Ex tb IIIC T80℃ Db(粉尘防爆),防护等级达IP67。
方案
根据国家标准《酒厂设计防火规范》GB50694-2012 第9.3.4条要求,产生乙醇蒸气的区域场所、如液态法酿酒车间、酒精蒸馏塔、酒泵房、灌装车间等区域应设置乙醇蒸气浓度检测报警装置。同时,氨压缩机房应设置氨气浓度检测报警装置。
青鸟消防提供可燃气体探测器(乙醇)与有毒气体检测仪(氨气)组合的探测方案,在产生乙醇蒸气的区域设置青鸟消防VT3402可燃气体探测器(乙醇),在氨压缩机房设置VT3412有毒气体检测仪(氨气)。
亮点

GTYQ-VT3402 工业及商业用途点型可燃气体探测器(乙醇)
采用模块化设计、整体隔爆结构、固定式安装的点型可燃气体探测器;
可以在极端恶劣环境中持续检测,对乙醇蒸气气体浓度变化快速响应,实时反馈浓度变化;
防爆标志:Ex d IIC T6 Gb,防护等级IP67,可满足乙醇蒸气区防爆及防护等级要求。

VT3412 有毒气体检测仪(氨气)
可以在极端恶劣环境中持续检测环境中有毒气体浓度,可对氨气浓度实时监测,快速反馈;
其智能化处理平台和Smart传感器技术,支持热插拔,并实现了传感器互换和离线标定功能;
防爆标志:Ex d IIC T6 Gb,防护等级IP67。
3、爆炸危险性区域
方案
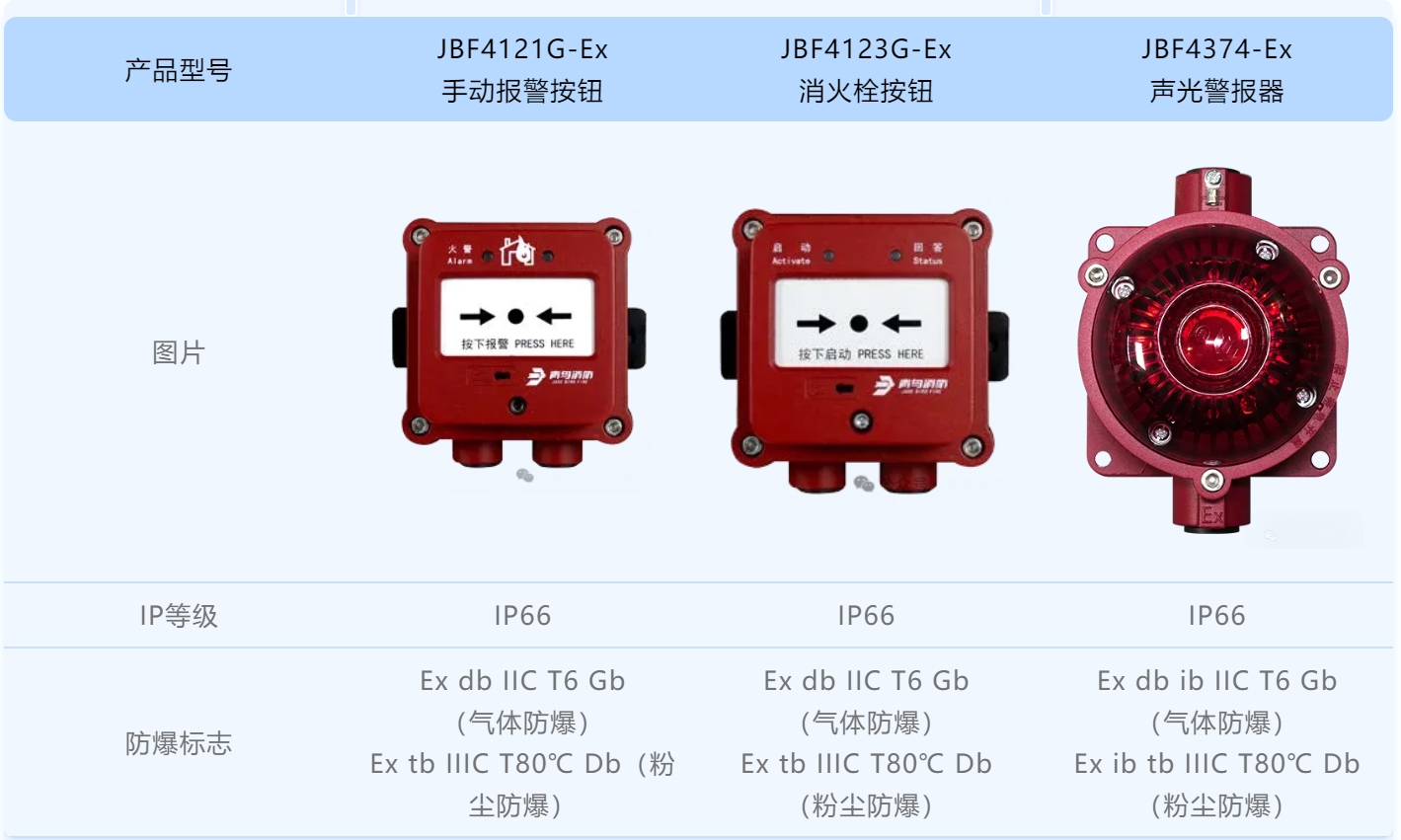
酒厂内存在大量防爆区,因现场粉尘较大,蒸气较多,必须配备防爆型设备,如防爆手动火灾报警按钮、防爆声光警报器、防爆消火栓按钮等。
在爆炸危险性区域中,青鸟消防采用了隔爆型防爆手动火灾报警按钮、防爆声光警报器、防爆消火栓按钮,以上产品均取得气体及粉尘双防爆认证,防爆等级不低于Ex db IIC T6 Gb(气体防爆),Ex tb IIIC T80℃ Db(粉尘防爆),防护等级不低于IP66,可在酒厂中对火灾报警系统性能有特殊要求的区域中稳定运行。
亮点
未来,青鸟消防将不断推动技术自主创新,聚焦产品性能及核心部件,以高质量产品不断丰富与巩固青鸟消防工业消防系统,面对新场景、新领域、新行业持续开拓更具挑战性的定制化解决方案,为美好生活保驾护航,共建全球安全新未来!
近期酒厂典型业绩
茅台中华片区30栋酒库建设项目
中赤酒业股份有限公司项目
南乐黄河酒业年产2500吨粮食酒陶罐库
仁怀市唐庄酒业7500吨白酒生产建设项目
泸州蜀台酒庄中高端白酒一体化项目
久溪威士忌酒生产项目
山西杏花村酒厂
新疆肖尔布拉克酒厂
烟台南山酒厂
珠江啤酒
......